Poucos procedimentos são tão versáteis – e ao mesmo tempo tão técnicos – quanto a produção de queijo industrial.
Presente no dia a dia de milhões de pessoas, esse alimento pode parecer simples à primeira vista: leite transformado em um produto sólido, saboroso e durável. Mas, por trás dessa aparente simplicidade, existe um processo altamente controlado, que envolve química, microbiologia e, principalmente, precisão operacional.
Para quem consome, o queijo é resultado. Para quem produz, ele é processo.
E é justamente aí que está o ponto de atenção: à medida que a produção sai do artesanal e ganha escala industrial, cada etapa precisa ser executada com rigor. Pequenas variações de temperatura, tempo ou higiene podem comprometer lotes inteiros.
Neste artigo, você vai entender como funciona a produção de queijo – desde sua base até o contexto industrial – e como a estrutura de equipamentos influencia diretamente na qualidade final.
Para ler sobre o processo de produção de laticínios em geral, clique aqui.
Como a produção de queijo se contextualiza (especialmente no Brasil)
O Brasil ocupa uma posição de destaque na produção de leite e derivados, sendo um dos maiores produtores de queijo do mundo. Com uma cadeia produtiva ampla, que vai de pequenas queijarias artesanais até grandes indústrias, o setor se caracteriza por diversidade e crescimento constante.

Esse cenário é impulsionado por três fatores principais:
- Disponibilidade de matéria-prima (leite)
- Tradição cultural no consumo de queijos
- Evolução tecnológica no processamento
Ao mesmo tempo, essa expansão traz desafios importantes.
Por exemplo, produzir queijo em escala exige mais do que conhecimento técnico; exige padronização, controle sanitário rigoroso e uma infraestrutura capaz de sustentar operações contínuas. Isso é especialmente relevante no mercado alimentício, onde a qualidade e a segurança são fatores decisivos.
Produção de queijo: etapa por etapa
A fabricação de queijo segue uma sequência lógica de transformações. Cada etapa tem um papel específico e influencia diretamente o resultado final – seja na textura, no sabor ou na durabilidade do produto. A seguir, consolidamos as principais fases em uma tabela resumida, para então explicar cada uma delas.
| Etapa | O que acontece |
| Recepção do leite | Avaliação da qualidade da matéria-prima |
| Pasteurização | Eliminação de microrganismos indesejados |
| Resfriamento | Ajuste de temperatura para fermentação |
| Coagulação | Formação da coalhada |
| Corte e mexedura | Separação entre sólido e líquido |
| Dessoragem | Remoção do soro |
| Moldagem e prensagem | Formação da estrutura do queijo |
| Salga | Sabor e conservação |
| Maturação | Desenvolvimento de características |
| Armazenamento | Estabilização e conservação |
Recepção e controle do leite

Tudo começa com a matéria-prima.
O leite precisa apresentar qualidade microbiológica adequada, composição equilibrada e ausência de contaminantes. Entre os principais parâmetros avaliados, destacam-se:
- Temperatura de chegada: deve estar, em geral, abaixo de 4 °C, evitando proliferação bacteriana durante o transporte
- Acidez (pH): normalmente entre 6,6 e 6,8 – valores fora disso indicam início de deterioração
- Teor de gordura: varia conforme o tipo de queijo, mas costuma ficar entre 3% e 4% no leite integral
- Proteína (caseína): essencial para o rendimento – quanto maior, maior a formação de coalhada
- Contagem bacteriana total (CBT): idealmente abaixo de 100.000 UFC/mL em padrões mais rigorosos
- Presença de antibióticos: qualquer resíduo pode comprometer a fermentação láctica
Esse último ponto, inclusive, costuma ser subestimado. Resíduos de antibióticos no leite podem simplesmente impedir a ação das culturas bacterianas na etapa seguinte, comprometendo toda a produção – o que significa perda total do lote.
Pasteurização
A pasteurização reduz a carga microbiana do leite, eliminando microrganismos indesejados e tornando o processo mais previsível.
Mais do que segurança, ela garante padronização entre lotes, criando um ambiente controlado para a atuação das culturas lácteas.
O ponto crítico está no equilíbrio:
- tratamento insuficiente aumenta o risco microbiológico
- calor excessivo pode afetar proteínas e prejudicar a coagulação
Resfriamento controlado
Após a pasteurização, o leite deve atingir rapidamente a temperatura ideal para fermentação.
O fator mais importante aqui não é apenas a temperatura final, mas a velocidade e uniformidade do resfriamento. Permanecer por muito tempo em faixas intermediárias favorece o crescimento de microrganismos indesejados.
Desvios nessa etapa impactam diretamente a eficiência da coagulação.

Coagulação
A coagulação transforma o leite em uma estrutura sólida (coalhada), base de todo o queijo.
É uma etapa altamente sensível a variáveis como temperatura, pH e tempo. Pequenas variações podem gerar:
- coalhada instável
- perda de gordura no soro
- inconsistência na textura
Aqui se define toda a base estrutural do produto.
Corte e mexedura da coalhada
A coalhada é fragmentada para liberar o soro e iniciar a definição da textura.
O tamanho dos grãos influencia diretamente a umidade:
- menores → queijos mais firmes
- maiores → queijos mais macios
A mexedura complementa esse processo, mas precisa ser controlada para evitar quebra excessiva dos grãos e perda de sólidos.
Dessoragem
Nesta etapa ocorre a separação entre massa e soro, definindo o equilíbrio entre umidade e concentração de sólidos.
É um dos pontos mais críticos para o rendimento:
- remoção excessiva → queijo seco
- remoção insuficiente → instabilidade e menor shelf life
Perdas de gordura e proteína no soro também impactam diretamente o resultado econômico.
Moldagem e prensagem
A massa é moldada e prensada para ganhar formato e estrutura; a pressão aplicada influencia:
- compactação
- eliminação de soro residual
- textura final
Parâmetros mal ajustados podem gerar deformações, fissuras ou inconsistência estrutural.

Salga
O sal atua além do sabor. Ele contribui para:
- conservação
- controle microbiológico
- desenvolvimento da textura
Também influencia a umidade do queijo, promovendo a saída de água. A distribuição precisa ser uniforme para evitar variações no produto final.
Maturação
Durante a maturação, ocorrem transformações bioquímicas que desenvolvem aroma, sabor e textura.
O processo depende do controle rigoroso de três parâmetros: temperatura, umidade e tempo.
| Tipo de queijo | Temperatura (°C) | Umidade relativa (%) | Tempo de maturação |
|---|---|---|---|
| Queijos frescos | 4 – 8 | 75 – 85 | 0 a poucos dias |
| Queijos macios | 8 – 12 | 85 – 95 | 1 a 4 semanas |
| Queijos semiduros | 10 – 14 | 80 – 90 | 1 a 6 meses |
| Queijos duros | 12 – 18 | 75 – 85 | 6 a 24+ meses |
| Queijos com mofo branco | 8 – 12 | 85 – 95 | 2 a 6 semanas |
Pequenas variações podem alterar significativamente o perfil sensorial do queijo.
Armazenamento
O armazenamento mantém a qualidade do produto até o consumo. As condições devem preservar a segurança microbiológica, a textura e o sabor alcançados até então.
Falhas aqui podem comprometer todo o processo, reduzindo a vida útil e a estabilidade do queijo.
O papel dos equipamentos industriais na produção de queijo
Quando a produção de queijo sai do artesanal e entra em escala industrial, o desafio deixa de ser apenas “fazer funcionar” – e passa a ser fazer funcionar bem, sempre, no mesmo padrão e com o menor desperdício possível.
Mais do que automatizar, eles organizam o processo, reduzem variáveis e eliminam falhas que, no dia a dia, custam caro – seja em perdas de matéria-prima, retrabalho ou inconsistência de qualidade.
A seguir, entenda como cada tipo de equipamento (que a Mostaza vende, inclusive) atua diretamente dentro da produção.
Queijomat (tanque de coagulação e fabricação)
A Queijomat concentra uma das etapas mais sensíveis de toda a produção: a transformação do leite em coalhada.
Na prática, ela funciona como um sistema integrado onde acontecem:
- aquecimento controlado do leite
- adição e homogeneização de culturas e coalho
- coagulação uniforme
- corte da coalhada com liras mecânicas
O grande diferencial técnico está no controle fino de temperatura e agitação, que influencia diretamente a formação da coalhada.
Em termos operacionais, isso significa:
- temperaturas de coagulação geralmente entre 30 °C e 36 °C, dependendo do tipo de queijo
- tempo de coagulação controlado entre 20 e 60 minutos
- corte padronizado dos grãos (que podem variar de poucos milímetros até centímetros, conforme o produto)
Sem esse controle, começam a surgir problemas clássicos:
- coalhada irregular (parte muito firme, parte muito mole)
- perda de gordura no soro (reduzindo rendimento)
- textura inconsistente no produto final
Além disso, em produções manuais, o corte da coalhada depende muito da habilidade do operador. Em escala industrial, isso não é sustentável.
A Queijomat resolve isso ao padronizar o processo e reduzir a interferência humana — o que, na prática, significa:
- maior rendimento por litro de leite
- repetibilidade de lote
- menor esforço operacional
Tanques industriais (armazenamento, processo e equilíbrio térmico)

Os tanques estão presentes em praticamente todas as etapas da produção de queijo – desde o armazenamento do leite até fases intermediárias do processo.
Mas, tecnicamente, eles cumprem um papel que vai muito além de “guardar líquido”.
Eles são responsáveis por:
- manter estabilidade térmica
- evitar contaminação cruzada
- permitir movimentação controlada de fluidos
Em termos de operação, isso envolve:
- controle de temperatura (muitas vezes com camisa térmica)
- agitação mecânica ou estática
- volumes que podem variar de centenas a milhares de litros
Um ponto crítico aqui é a inércia térmica.
Sem tanques adequados, o leite pode sofrer variações de temperatura durante o armazenamento – e isso impacta diretamente:
- atividade bacteriana
- qualidade da coagulação
- shelf life do produto
Além disso, superfícies inadequadas ou mal acabadas favorecem:
- acúmulo de resíduos
- formação de biofilmes
- contaminação microbiológica
Tanques em aço inox, com acabamento sanitário, eliminam esses riscos e facilitam a higienização, algo indispensável em ambientes regulados.
Mesas de trabalho em aço inox

Pode parecer um detalhe simples, mas as mesas de trabalho estão diretamente ligadas às etapas de:
- corte
- dessoragem
- manipulação da massa
- moldagem
E aqui existe um ponto importante: qualquer superfície que entra em contato com o alimento precisa ser 100% controlável do ponto de vista sanitário.
Na prática, mesas inadequadas geram:
- contaminação cruzada
- retenção de umidade
- proliferação bacteriana em microfissuras
Já superfícies em aço inox oferecem:
- baixa porosidade
- alta resistência à corrosão
- facilidade de limpeza (inclusive com sanitizantes)
Além disso, muitas mesas industriais são projetadas com inclinação para escoamento de soro, sistemas de drenagem e integração com o fluxo produtivo, o que reduz o acúmulo de líquidos e melhora a eficiência da operação como um todo.
Sistemas de resfriamento

Se existe um ponto crítico na produção de queijo, ele é o controle de temperatura ao longo do processo. O resfriamento atua em diferentes momentos:
- após a pasteurização (queda rápida de temperatura)
- durante o armazenamento
- na maturação e conservação
Tecnicamente, o objetivo é simples: retirar calor no tempo certo e na intensidade correta.
Mas, na prática, isso envolve variáveis complexas:
- velocidade de troca térmica
- volume de produto
- tipo de queijo
- controle de umidade (em alguns casos)
Por exemplo:
- após a pasteurização, o leite pode sair de cerca de 72 °C e precisa cair rapidamente para cerca de 34 °C
- queijos frescos devem ser armazenados próximos de 4 °C a 8 °C
- câmaras de maturação operam com temperaturas e umidades controladas (ex: 10 °C a 14 °C, com alta umidade relativa)
Sem sistemas eficientes, surgem problemas como:
- proliferação microbiana
- perda de textura
- alteração de sabor
- redução da vida útil
Além disso, o resfriamento também protege equipamentos, evitando superaquecimento e garantindo operação contínua.
Barreiras sanitárias industriais
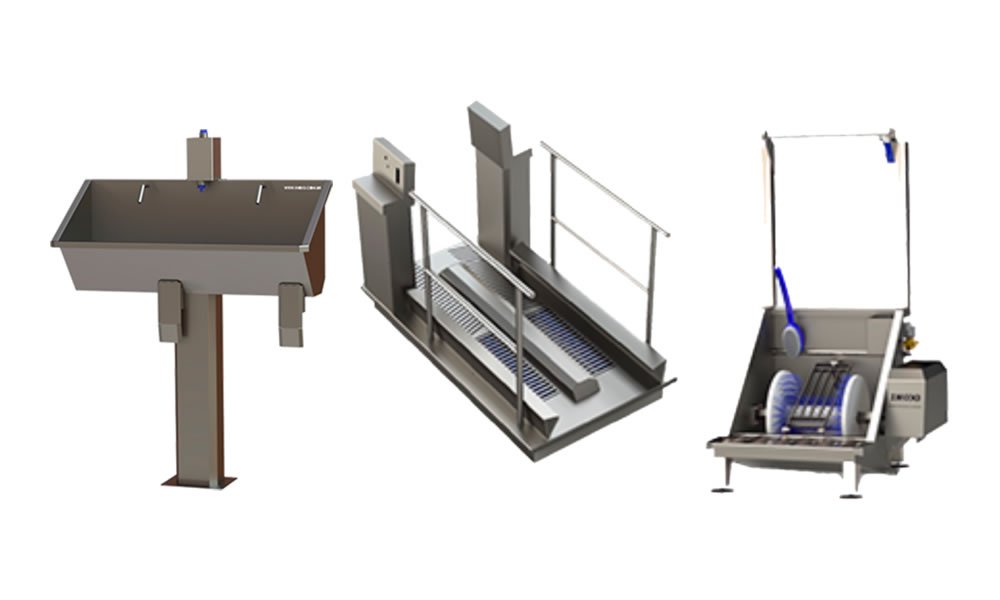
Esse é um ponto que muitas vezes só recebe atenção quando já deu problema. As barreiras sanitárias atuam no controle de acesso às áreas produtivas, evitando a entrada de contaminantes externos.
Na prática, elas envolvem:
- lavadores de botas
- pias para higienização das mãos
- controle de fluxo de pessoas
- separação de áreas limpas e sujas
O objetivo é reduzir riscos como:
- contaminação por microrganismos
- transporte de resíduos entre setores
- falhas em auditorias sanitárias
Em ambientes alimentícios, isso não é opcional – é exigência regulatória.
E mais do que cumprir a norma, isso protege a produção de perdas invisíveis, como contaminações que só aparecem dias depois.
Encontre todos esses equipamentos para a sua produção de queijo na Mostaza!
Felizmente, você está no lugar certo para investir nos equipamentos necessários para a sua indústria.
A Mostaza oferece soluções em equipamentos industriais em aço inox desenvolvidas para ambientes que exigem máxima higiene, durabilidade e desempenho operacional. Com nossos projetos sob medida e foco na eficiência produtiva, conseguimos atender às demandas específicas da sua produção de queijos com excelência!
Entre em contato com nossa equipe e descubra como os equipamentos industriais adequados podem transformar o seu processo produtivo, elevando o nível de qualidade, segurança e produtividade da sua operação.